Submitted by
Categories: [Mass Production]
Added by the webmaster based on a past demonstration by the late Joe McCleary.
- A custom lathe tool was created to turn down the narrower 'shaft' end of the pin
- A piece of rod is mounted in the head stock and drilled to the diameter of the shaft (Figure 1)
- Radial cuts are made on the drilled end of the bar to form teeth (Figure 2)
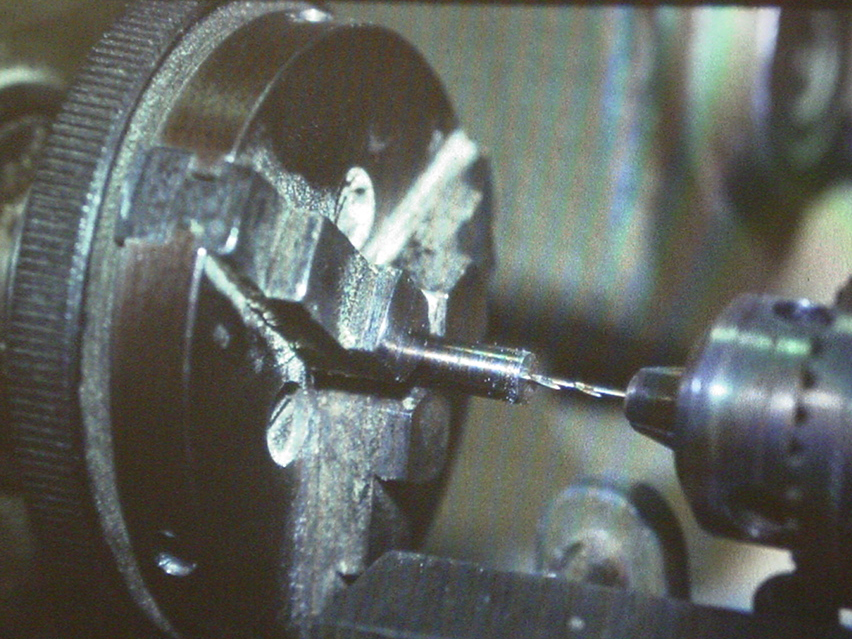

- The tool is then remounted into the head stock. A dowel of wood equal in diameter to the wider 'handle' end of the pins is mounted into a chuck in the tail stock and fed into the tool to a length somewhat longer that that of the pin. The teeth of the tool cut the dowel down to the size of the shaft and the hole in the tool allows the remaining material to pass through.
- The dowel is removed from the tail stock and trimmed off to include the shaft and a part of the original diameter somewhat longer than the handle of the pin (#1 in Figures 3 & 4).
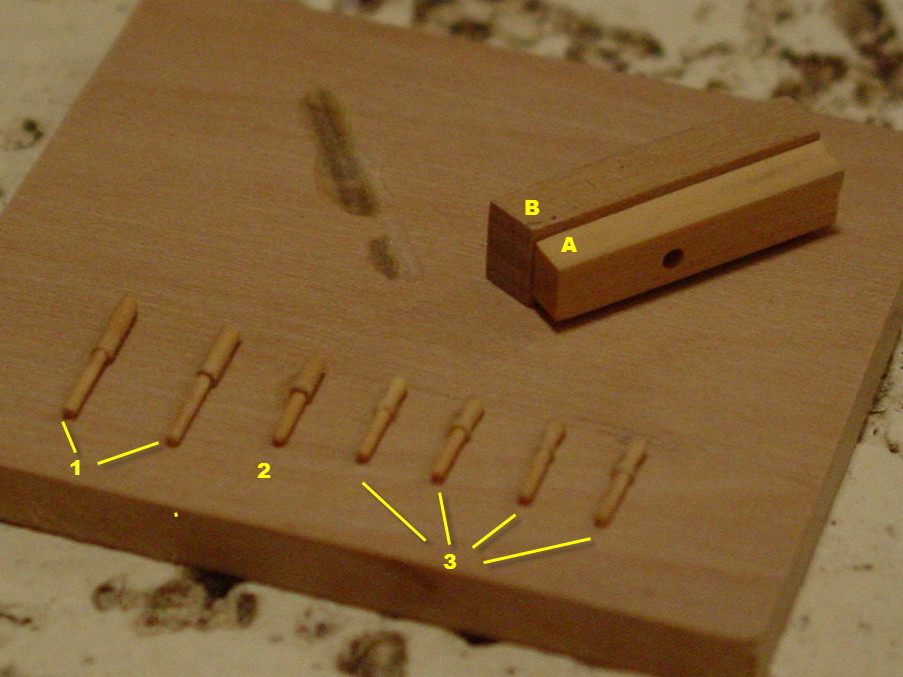
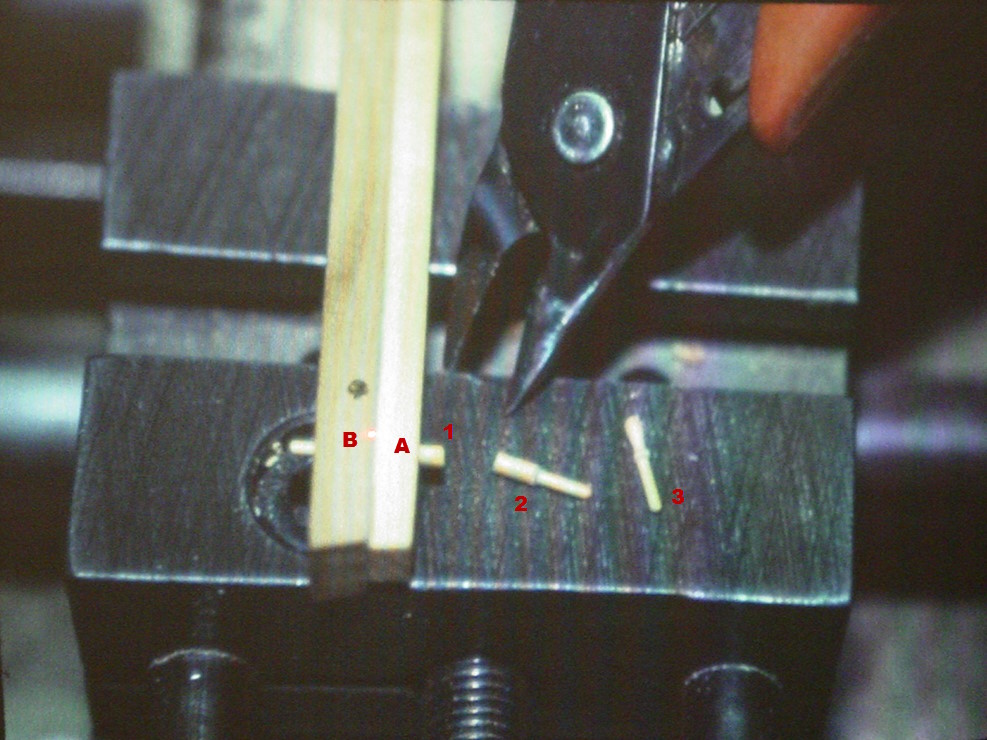
- A jig facilitates cutting the pins to a proper and consistent length. Holes are drilled into two small pieces of wood that are later joined together. The hole in one piece ('A' in Figures 3 & 4) is a clearance fit for the handle end, and the other piece ('B' in Figures 3 & 4) is a clearance fit for the shaft end on the pin.
- The slightly over-sized pins cut on the lathe are inserted into the jig and each end is trimmed using a small flush cutter. The result is #2 in Figures 3 & 4.
- The pin can then be returned to the lathe with the shaft in the head stock for the handle to be shaped.
A custom-shaped lathe tool will give the most consistent results (not shown).
The result is #3 in Figures 3 & 4 .